Как делают бак. Как сделать бак-термоаккумулятор для отопления. Важные замечания перед началом работы
самодельный бензобак с плоским дном

самодельный бензобак с вогнутым дном.
Бак с чистого листа .
Существует огромное количество видов и форм бензобаков для от самых простых, до эксклюзивов причудливой формы. И порой обычный человек при виде изделий, например, американских кастомайзеров, всегда задаётся вопросом: как и каким способом они сделаны? Но поверьте, что стоит лишь изготовить парочку самых простых баков, какие я опишу, и вы сможете воплотить в металле бак самой причудливой формы (один из не очень сложных, но интересных баков, можно посмотреть ). Стоит только понять саму технологию и процесс сборки и более сложные баки покажутся уже просто творчеством для вас и захочется со временем сделать что — то новенькое и не такое. как у всех. Описывать технологию бака какой — то причудливой формы почти нет смысла, так как делаются такие изделия под конкретную раму и обычно в одном экземпляре. Всё зависит от полёта фантазии. И к тому же, поняв процесс изготовления простых баков, у вас не будет проблем в изготовлении сложных, разве что, затратите на него больше времени. И даже, если что — то не получится с первого раза, то получится во второй, ведь металл, как пластилин, всегда можно отрезать непонравившийся фрагмент и приварить более красивый новый.
Но есть одно «НО» — для этих работ просто необходим станок под названием «английское колесо», самый главный инструмент, без которого невозможно изготовить правильный бензобак (про станок смотреть ). Правильный, в моём понимании, бак — на котором после его изготовления и сваривания не должно быть ни грамма шпаклёвки. И если вы закажете в каком — нибудь кастом ателье бензобак понравившейся формы, а изготовление бензобака на заказ в мастерских Питера, Москвы или какого — нибудь города Европы или Америки может стоить от 500 до 1000 долларов, и этот бак будет перешпаклёван, то знайте, что он изготовлен не мастером.
инструмент для изготовления бензобака.
подушка из кожи для придания выпуклости листовому металлу.
Поэтому, советую потратится на изготовление английского колеса — можно уложиться в бюджет из 150 — 200 долларов (мне удалось уложиться в 100 долларов — см. статью английское колесо) и потом изготавливать бензобаки всем желающим, чем заплатить за один бак(опять же правильный бак) 500 зелёных.
Кроме того, потребуются наковаленки круглой формы (сделал из стальной болванки см. фото), обычная плоская наковальня, но с гладкой зашлифованной поверхностью, молотки с сферическим бойком, сделанные мной из шаровых опор от грузовика, лопатка- молоток, молотки с плоским и полированным бойком, кожаная подушка, набитая песком или дробью, или пенёк с ямкой посередине, диаметром,примерно 20 — 25 см и глубиной 1,5 — 2 см.
Кроме того, потребуется шринкер — станочек для вытяжки металла. С ним работа пойдёт быстрей, однако он не столь необходим, как англ. колесо и, к тому же, дорог для некоторых — 300 — 500 долларов в зависимости от модели. Я начал изготавливать шринкель и как только сделаю, то обязательно опишу процесс изготовления в одной из статей. А пока, я делаю баки без него, не спорю- это дольше и чуть сложней, но вполне можно сделать без шринкера и,к тому же, правильный бак без шпаклёвки.
Да, ещё понадобятся такие распространённые инструменты, как болгарка, электро-лобзик и ножницы по металлу, ну, и естественно, сварочный аппарат — лучше, конечно, аргоновый с неплавящимся вольфрамовым электродом, но я вполне обхожусь обычным углекислотным полуавтоматом.
картонные шаблоны бензобака
Бак с плоским дном (как на спортстере). В этой статье я буду описывать изготовление бака с плоским дном. А кому интересно изготовление бака с вогнутым дном (как на самом верхнем фото слева), то можно кликнуть вот по и почитать.
Работу начинаем, как всегда, с чистого листа, а точнее картона. Берём лист картона и, прикрепив его к вашей раме, с помощью прищепок (типа сварочных) или скотчем и отойдя назад, включаем воображение. Берём карандаш или маркер и рисуем форму бака (при виде сбоку), соответственно размеру вашей рамы. Понравившуюся форму вырезаем ножницами и прикрепив на раму оцениваем и корректируем, ну и утверждаем. Только напомню, что чем выпуклей вы нарисуете верхнюю часть бака, тем упорней вам придётся поработать молотком. Я рекомендую средний вариант выпуклости (см. фото в самом верху), как наиболее приятный с виду и несложный в изготовлении.
макет бензобака
Далее, использовав картонный шаблон, нужно будет сделать макет бака из ДСП или МДФ (см. фото), он поможет в дальнейшей работе и пригодится для изготовления множества баков этого же размера, если захотите изготавливать их на заказ. При изготовлении макета все части скрепляются шурупами или на клей и, главное, под прямым углом в 90°.
Основание макета (дно дальнейшего бака) сделайте вначале тоже из картона и приложив к раме, проверьте, симметричность и ширину,которая подойдёт к вашей раме, а затем приложив шаблон на ДСП, обрисуйте его маркером. Естественно, длина дна и боковинки должна быть одинаковой. Картонный шаблон боковинок (2 штуки) сделайте ниже, на толщину ДСП или МДФ.
Собрав макет, можно приступать к работе с листовым металлом. Толщину листа я беру в зависимости от величины выпуклости. Для средней выпуклости подойдёт лист, толщиной 1,0 мм, а если нужно выколотить более выпуклую сферу, то берётся лист 1,2 — 1,4 мм, так как при глубокой выколотке металл больше вытягивается и становится тоньше, примерно,на 0,2 — 0,4 мм.
Прикладываем картонный шаблон боковинки бака к металлическому листу, обрисовываем и вырезаем лобзиком или болгаркой. При вырезании лучше вырезать сначала деталь на пять мм больше, а затем, уже точно по линии маркера, вырезать ножницами по металлу. Делаем две зеркальные копии боковинок бака и после вырезания ножницами, зажимаем их вместе струбцинами(через деревянные брусочки) и обрабатываем их вместе болгаркой с зачистным шлифовальным(из наждачки склеенной внахлёст)кругом, это придаст боковинкам полную одинаковость и одновременно уберёт заусенцы металла.
Вырезав боковинки прикладываем одну из них к перевёрнутому набок макету и сгибаем по форме (изгибу) макета, то же самое проделываем со второй боковинкой. Изогнув боковинки по длине, теперь необходимо их верхнюю часть загнуть во внутрь по форме макета(по ширине) и при этом сохранить сделанную ранее вогнутость по длине.
При обстукивании загиба кромки, очень эффективно использовать кроме молотка специальную лопатку, с полированной рабочей(ударной) частью, так как у неё рабочая плоскость больше, чем боёк молотка. Ну а если вы изготавливаете бак из более мягкого алюминиевого листа, а не из стального, то для загибания кромки боковины бака, советую использовать кожанный молоток, как на фото слева.
Такой молоток, при ударах, никогда не оставит царапин на алюминии, а наоборот отполирует его. Изготовить его можно из букового или дубового бруска, а потом обернуть куском от кожаного солдатского ремня. Думаю всё понятно из фотографии, на которой я показал молоток в трёх ракурсах.
После обстукивания и загиба во внутрь, боковинка разгибается по длине, естественно нужно вернуть её назад, сгибая по макету. Это будет сделать уже сложнее, так как металл приобретает конструкционную жёсткость, но вполне возможно. В итоге нужно добиться загибов в двух плоскостях, и эти загибы должны полностью совпадать с формой деревянного макета.
Далее прижимаем обе готовые боковинки к деревянному макету, с помощью сварочных прищепок или маленьких струбцин, для этого в макете высверлены 8 отверстий диаметром 18 — 20 мм(чтоб струбцина или прищепка вошли), возле каждой деревянной перегородки. Когда прижмём стальные боковинки, то спереди одна из них наложится внахлёст на другую, так как боковинки длиннее, чем нужно.
Следует прочертить чертилкой по нахлёсту и вырезать ножницами лишнее, добившись чтобы при обжиме боковинок струбцинами или прищепками, между ними спереди был сварочный зазор около 1 мм. Добившись этого, прихватываем боковинки сваркой прямо не снимая их с макета, делаем примерно 5 — 6 прихваток.
Затем снимаем прихваченное железо с деревянного макета и обвариваем листы боковинок, но обязательно следя, чтобы оба листа металла были на одном уровне (заподлицо), это лучше отследить ещё при первой прихватке. И если какой то лист одной из боковинок выступает выше, чем другой, то вставив в сварочный зазор тонкий нож или металлическую пластинку, прижимаем более выступающий лист, надавив на него ножом и тут же прихватываем сваркой. Когда обе боковинки спереди сваренны вместе, зачищаем шов и возвращаем их на деревянный макет, стянув струбцинами(или прищепками).
Теперь можно приложив лист картона сверху, обрисовать шаблон верхней (выпуклой) части бака, но с таким расчётом, чтобы верхняя часть бака была чуть шире (на 3 — 5 мм) по периметру. Это важно, так как метал верхней части, при придании ему выпуклости, немного сократится в ширине и лишнее лучше потом обрезать, чем думать как заделать большой сварочный зазор.
Нарисовав и вырезав картонный шаблон верхней части бака, проверяем его на симметричность сторон, сложив картон пополам, и если правая сторона например шире левой, то естественно обрезаем лишнее. Затем проделываем то же, что и с боковинками, прикладываем шаблон к металлическому листу, обводим и вырезаем верхнюю часть бака, и вырезав шлифуем, удаляя заусенцы.
Теперь подходит самый интересный этап в работе с листовым металлом, работа которая выполнялась ещё нашими далёкими предками в средние века, при изготовлении рыцарских доспехов. Нам необходимо придать верхней части бака выпуклую объёмную форму. Для этого укладываем лист (верхнюю часть бака) на кожаную подушку, и взяв молоток со сферическим полированным бойком, начинаем выбивать так называемые шишки, а точнее их большое количество и именно это большое количество мелких выпуклостей с сумме и придаёт общую большую выпуклость и объём детали.
Удары можно наносить двигаясь по спирали от краёв к середине и отслеживая равномерность количества шишек по всей площади. При нанесении ударов металлический лист будет изгибаться всей плоскостью во внутрь, не беда — постоянно выравнивайте его перевернув и положив на стол или подушку и надавливая на него всем весом, так как метал приобретает от выпуклости конструкционную жёсткость.
Выравняв лист, прикладываем к макету и проверяем достаточна ли общая выпуклость и если да, то перевернув лист, укладываем его выпуклой частью на плоскую и шлифованную наковальню и начинаем обстукивать шишки изнутри пластиковой киянкой с выпуклым бойком. Это чуть подровняет лист от шишек и от этого работа на английском колесе пойдёт намного легче и быстрей. После обстукивания пластиковой киянкой, ещё раз проверяем верхнюю часть, приложив её к макету.
И не старайтесь сделать объём больше чем у деревянного макета, все детали: обе боковинки и выпуклая верхняя часть должны плотно лечь на макет. Если что то не получится с первого раза, то получится во второй и опыт придёт со временем, помните что в умелых руках твёрдый металл не хуже пластилина.
Остаётся прокатать уже выпуклую верхнюю часть бака между роликами английского колеса, что бы удалить неровности и шишки. Подбираем выпуклость ролика в соответствии с выпуклостью верхней части бака, а то если ролик будет иметь более плоскую выпуклость, чем лист верхней части, то гладкой выпуклости вы не добьётесь. Лучше поставить ролик более выпуклый, чем лист металла, а не более плоский.
Прокатку начинаем вначале с небольшим прижимом роликов, а далее постепенно усиливаем прижим штурвальчиком колеса до максимального. Прокатав лист поперёк, разворачиваем его на 90 градусов и прокатываем его вдоль. Можно экспериментировать, прокатывая лист под 45 градусов, ведь английское колесо по виду простое приспособление, а на самом деле станок с неограниченными возможностями. В итоге, после завершения прокатки, верхняя часть бака приобретает не только гладкость поверхности, но ещё и полированную зеркальную выпуклую часть (см. фото).
Теперь прикладываем готовую верхнюю часть бака на макет строго посередине, отмерив линейкой и прочертив маркером перед этим центр верхней части. В месте где вы хотите, что бы была горловина вашего бака сверлим отверстие под саморез и просверлив, прикручиваем лист верхней части к деревянному макету.
Второе отверстие сверлим сзади верхней части бака, там где будет впоследствии врезаться тоннель бака для трубы рамы, и так же фиксируем лист саморезом. Когда мы жёстко зафиксировали верхнюю часть бака саморезами, относительно боковинок, теперь можно точно прочертить чертилкой по периметру линию, по которой мы отрежем ножницами лишний металл с боковинок, ведь верхняя часть у нас была на всякий случай чуть шире. В итоге, после обрезки лишней кромки, мы опять добиваемся сварочного зазора около 1 мм, между боковинками и верхней частью.
Но эти приспособления дороги и не всем по карману, но их можно изготовить самостоятельно и я впоследствии обязательно опишу их изготовление. Если же этих приспособлений нет, то всё равно можно и нужно добиться одинакового радиуса загиба кромок верхней части бака и боковинок, нужно только подольше поработать молотком или лучше лопаткой, придавая ударами постепенно нужный радиус. Если у меня получилось без этих приспособлений (шринкер и зигмашина), состыковать кромки на одном уровне и с одинаковыми радиусами загиба, то обязательно получится и у вас.
корончатая фреза для вырезания отверстия под горловину.
Далее нужно сварить боковинки и верхнюю часть вместе. Прикручиваем верхнюю часть саморезами к макету и проверяем по периметру одинаковый зазор(около 1 мм) между верхней частью и боковинками. Если где то нет зазора(образовался нахлёст), то подрезаем лишнее ножницами, главное не отрезать лишнее, а то сварочный зазор будет больше 1 мм и качественного сварного шва вы не добьётесь.
Как я уже говорил, нужно добиться ещё при прихватке, чтобы лист верхней части и листы боковинок были на одном уровне, если нет, то выравниваем с помощью тонкого ножа(лист ведь играет при нажиме) и тут же прихватываем. Прихватив листы по периметру, снимаем уже цельную верхнюю часть с боковинками с макета и полностью обвариваем и зачищаем швы.
После зачистки швов, их следует немного проковать, подложив изнутри выпуклую наковаленку, обстукиваем место шва и загиба с помощью молотка с плоским полированным бойком. Это поможет подровнять плоскость металла в районе шва, если например боковинка или верхняя часть выступают одна над другой, что бывает после сварки. Обстучав и подровняв плоскости в районе шва, шлифуем их лепестковым кругом с 250 — 300 абразивом. Половина дела сделанна.
готовое дно с тунелем для бензобака.
Остаётся изготовить дно с туннелем, но перед этим нужно вырезать горловину бака, использовав коронку для металла соответствующего диаметра и отверстие от самореза как ориентир. Вырезав отверстие под горловину, заказываем её у токаря или покупаем готовую, и плотно забив в отверстие, обвариваем изнутри по кругу.
Изготавливаем туннель и дно как одно целое. Для качественного изготовления дна с туннелем, необходим листогиб (см. статью листогиб). Но у кого нет, или пока не изготовил, то можно обойтись без него, и дно с туннелем изображённое на фото я изготовил (согнул) с помощью двух уголков.
дно бензобака готово к приварке.
Для этого берём два уголка примерно метровой длины и шириной примерно 20 — 30 мм. Складываем их по длине буквой Т и зажимаем в тиски, сверлим два отверстия диаметром 7 мм, отступив с каждого края примерно по 10 см.
Эти отверстия нужны для зажимных болтов, с помощью которых мы будем зажимать лист металла, чтобы согнуть его. Простейший листогиб готов к работе. Теперь нужно взять лист металла немного больше по длине, чем длинна изготовленного нами бака без дна, а по ширине больше сантиметров на 17, так как диаметр туннеля «съест» сантиметров 13 ширины листа.
Отметив середину этого листа, прикладываем лист строго посередине на закреплённую трубу и начинаем сгибать лист в форму буквы U. Я иногда использую трубу от стойки моего английского колеса, а если вы работаете где нибудь в гаражном кооперативе, то навернека найдётся поблизости стойка виноградной арки, с трубой на 60 мм. в диаметре.
Но лучше конечно иметь отдельный отрезок трубы нужного диаметра, длинной примерно 80 — 100 сантиметров, который можно будет прижать струбцинами к столу (за края трубы), перед этим вложив металлический лист между столом и трубой (труба должна оказаться примерно в середине листа). Так будет намного легче загнуть лист, и загиб получится аккуратнее.
Согнув лист, отмечаем на нём места сгиба с одной и с другой стороны маркером, прочертив линии по линейке. Вставляем согнутый в дугу лист в уголок до отмеченной линии сгиба и зажимаем уголки болтами м 6, вставленными в заранее просверленные отверстия. Далее для надёжности зажимаем уголки с листом в тисках и чуть согнув лист руками, дальше обстукиваем по линии сгиба лист молотком, добиваямь загиба листа на 90 градусов.
Разжимаем уголки и зажав другую сторону между уголков по линии сгиба, сгибаем металл. В итоге должно получится дно вместе с тунелем из цельного листа металла как на фото. В баке вырезаются круглые вырезы, соответствующие диаметру тунеля. Верхняя часть (бак без дна) должна плотно одется на тунель и одев её, сразу становится виден лишний металл дна, который необходимо отрезать. Некоторые делают дно с тунелем из кусков и сваривают по линии, где нужно всего лишь согнуть лист. Я считаю что это лишние швы и лишнее время.
бак покрыт преобразователем ржавчины.
Остаётся в дне просверлить отверстия для бензокраника или мембранной таблетки, ну и для бобышек с резьбой, за которые бензобак будет крепиться к раме. Бобышки у меня диаметром 14 мм с резьбой м 6 и с одной стороны заглушены сваркой. Вставляем их в отверстия и обвариваем так, чтобы вся длинна ушла во внутрь бака и отверстия с резьбой были заподлицо с плоскостью дна. Затем ввариваем футорку с резьбой для присоединения краника или пневмоклапана(таблетки с мембраной).
Всё это приваривается изнутри, чтобы с наружи был опрятный вид без лишних швов. Приварив футорку, бобышки и обрезав лишний металл дна, остаётся всё собрать и прихватить сваркой по периметру дно к баку, а затем окончательно обварить по периметру.
После зачистки и шлифовки сварных швов, накручиваем горловину через резиновую прокладку и подсоединив к футорке для бензокраника переходной штуцер, одеваем шланг от и включив его начинаем закачивать воздух (можно использовать насос).
Накачав примерно два килограмма, начинаем промазывать швы кисточкой, смоченной мыльной водой. Если есть в сварных швах поры или отверстия, невидимые глазом, то при такой проверке они как правило обнаруживаютя. Для сто процентной гарантии герметичности швов, бак погружается полностью в ёмкость с водой и по выходу пузырьков воздуха, обнаруживаем дефект, провариваем, зачищаем и опять проверяем.
Кстати, кому интересно посмотреть как я изготовил бак более сложной формы, то кликаем на видеоролик чуть ниже, где я показываю процесс изготовления в подробностях. Ниже показана первая серия, а остальные две серии можно посмотреть у меня на канале ютуба suvorov-custom. Всем приятного просмотра!
Ну и напоследок советую посмотреть видеоролик, в котором показано изготовление простейшего бензобака, состоящего из двух частей. И не смотря на свои плоские части, для которых не требуется английское колесо, такой бак сейчас довольно популярен, так как делается для мотоциклов в популярном нынче стиле бордтрекер или боббер. К тому же, посмотрев этот видеоролик, новичкам станет более понятно, для чего нужен шринкель при изготовлении бака с нуля; удачи всем!
Очень часто, попробовав в гостях высококачественный алкоголь собственного изготовления, мы уже готовы с увлечением окунуться в тему самогоноварения. И если на трезвую голову нас эта заманчивая идея еще не покинет, то следующим этапом будет стремление заполучить надежный самогонный аппарат.
Конечно, воспользовавшись массой полезных предложений на сайте, можно приобрести хороший фирменный агрегат, но ведь уважающий себя самогонщик обязательно попытается сделать классный, но менее затратный самогонный аппарат своими руками.
А в этом случае непременно придется позаботиться о перегонном баке, который является сердцем любой дистилляции.

Рассматривая самые простые, но эффективные самогонные емкости для перегонки, стоит выделить ряд важных моментов:
- Алюминий, из которого сделаны зарекомендовавшие себя надежностью в домашнем самогоноварении молочные бидоны, частично реагирует на —кислотность— и спиртуозность браги, а это со временем влияет на качество продукта.
- Часто используемая как перегонный бак эмалированная тара терпима к агрессивным средам, но не служит более 5 лет, так как ударов и сколов эмали не избежать. Ее износостойкость падает, если ее поэтапно используют для , созревания сусла и последующей перегонки.
- Лучше всего в качестве бака для перегонки подойдут подручные емкости из пищевой нержавейки, способные прослужить в составе самогонной конструкции долгие годы.
- Стоит упомянуть о самом идеальном варианте перегонного куба из меди, но для карьеры начинающего самогонщика это очень круто.

Один из самых излюбленных вариантов в качестве бака самогонного аппарата ручной сборки.
Испытанный временем, очень практичный вариант с уже готовой герметизацией, принцип работы которого основан на использовании проточной воды. Только надо заменить резиновый уплотнитель аквариумным силиконовым, чтобы при контакте с ним спиртных паров готовый алкоголь не отдавал резиной.
Этого также можно избежать, плотно обмотав резиновую прокладку лентой фум в 6 слоев.
Скороварки
Прекрасный вариант качественного перегонного куба для самогонного аппарата, особенно из нержавейки. В большинстве случаев их вместимость ограничена малым литражом, что, конечно, снижает объемы, но для миниатюрных городских кухонь этого достаточно.
Имеющиеся клапаны предохранения обычно не демонтируют, что делает агрегат совершенно не взрывоопасным. Резиновые герметичные прокладки придется заменить силиконовыми или уплотнить несколькими слоями ленты фум.
Модели нынешних скороварок оснащены специальными устойчивыми пищевыми прокладками. Остается добавить герметичный штуцер для змеевика, просверлив отверстие в крышке скороварки, и бак для самогонного мини-аппарата готов.

Отлично подойдет для перегонки, только на ее герметизацию уйдет больше времени. Придется уплотнить крышку прокладкой, установить на нее и стенки емкости петли и надежно скрепить все это подходящим крепежом в виде шпилек и специальных гаек.
Зазоры загерметизировать пищевым силиконом или сырым тестом. Затем к подготовленному баку через просверленное отверстие в крышке крепят остальные детали самогонного аппарата.
Созревшую в такой емкости по любому из удобно ставить на перегонку, не переливая, но самогонщики с опытом так не делают, так как подогретый осадок из вредных примесей ухудшает вкус самогона.
Пивной кег
Замечательная герметичная базовая тара из нержавейки вместимостью 40 л для изготовления перегонного бака в домашнем самогоноварении.
При этом обязательно уделять внимание надежности и качеству сварки или паек, оснащая ее необходимыми элементами самогонной конструкции.

От самодельного завалявшегося дома раритета из нержавейки, выполненного заводской сваркой, точно не стоит отказываться, тем более, если он имеет удобную горловину с готовой резьбой. Доработав ее в качестве дистиллятора, вы станете счастливым обладателем очень надежной и долгоиграющей самогонной системы.
Применение
Независимо от мощности самогонного аппарата и условий его эксплуатации, бак предназначен для кипения и перегонки в нем сусла при нагревании.
Принцип работы агрегата основан на использовании химического процесса, позволяющего выпарить спирт из сырья при специальной температуре, исключая жидкости и сивушные примеси.
Именно при дистилляции в этом устройстве происходит отделение легких паров этилового спирта от тяжелых компонентов в виде воды и вредных сивушных масел.
Но какой бы вариант самодельного бака вы ни предпочли, перед началом процесса не стоит избегать —осветления браги— любым из приемлемых для вас способов. Иначе вы рискуете получить алкоголь мутного цвета, с насыщенным сивушным запахом и малопригодный для употребления.
Для равномерной и качественной перегонки куб устанавливают на плиту или подогревают его иным путем, предусматривая устойчивое вертикальное положение и удобство обслуживания всей конструкции для самогоноварения.
Какие бывают емкости для браги и как их сделать

Качество домашнего алкоголя напрямую зависит от первоначального этапа брожения, а не только от технологичного аппарата. Это связано не только с использованием качественного сырья из сахара и дрожжей или —фруктовой браги—, но и с выбором оптимальной емкости для сбраживания.
Изготовленная из различных материалов, такая емкость должна быть обязательно оснащена гидрозатвором. На фоне огромного ассортимента предлагаемых магазинами баков для правильного брожения элементарно сделать подходящую тару для браги с гидрозатвором своими руками.

Тем, кто доверился при ее выборе магазинам, мастера с опытом по домашнему самогоноварению часто советуют промышленный вариант из нержавейки. Риск испортить сусло в ней минимален, аромат насыщеннее и приятнее, а на выходе получается отличный самогон.
Но дороговизна является ее серьезным недостатком. Поэтому многие новички предпочитают тару из хорошего пищевого пластика, имеющего более низкую цену.
Очень простые и удобные в эксплуатации, они очень легко транспортируются. Как правило, они оснащены подогревом с терморегулятором для комфортного сбраживания и вмонтированным в крышку гидрозатвором, обеспечивающим стерильность брожения благодаря несложной системе отвода углекислоты.
Зачастую подобная тара оборудована снизу удобным краном для мягкого слива перебродившего сырья.
Бак для браги с гидрозатвором своими руками

Пищевые пластиковые бутыли вместимостью до 30 л – это отличная бюджетная альтернатива заводским бакам. Подойдет тара от офисных кулеров, легко модернизируемая как покупным гидрозатвором, так и аналогом ручного производства.
А о том, —как сделать гидрозатвор— без особых затрат и усилий, знают не только опытные виноделы. Для этого достаточно обычной резиновой перчатки с маленькими проколами, плотно надетой на горловину тары.
Другой популярный вид такого устройства – трубка из резины, погруженная в банку с водой.
Но эти классические самодельные устройства не отличаются особой надежностью на этапе активного брожения. В таких системах только плотная фиксация перчатки или крепление трубки хомутом на установленный штуцер гарантирует максимально комфортное брожение.

Прекрасно подходят для созревания браги транспортировочные алкогольные бутыли на 25 л. Так как стекло нейтрально к кислотному состав браги, оно идеально подходит для ее стабильного созревания.
Тем более, что ее горловина позволяет установить как готовый конусообразный гидрозатвор, так и просто резиновую перчатку или загерметизированную в крышке трубку.
Казацкая бутыль из темно-зеленого стекла с удобной закручивающейся крышкой диаметром до 41 мм тоже сгодится. То есть для брожения может подойти любая вместительная стеклянная тара в хозяйстве, оснащенная гидрозатвором.
Но все подобные емкости очень массивны и их неудобно очищать от остатков брожения.

Тара из алюминиевого молочного бидона для сбраживания сусла ранее была вне конкуренции. Она снабжена плотной герметичной крышкой, в которую при желании элементарно устанавливается удобный гидрозатвор.
Алюминий достаточно легкий и безвредный материал, но, как и пластик, способен со временем окисляться под длительным воздействием кислотной агрессивной среды и насыщать продуктами окисления сусло. А это не лучшим образом сказывается на вкусе и запахе самогона.
Самостоятельное изготовление перегонного куба привлекает многих и существенной экономией, и своей практичностью. Но даже среди профессионалов до сих пор нет единого мнения по поводу его оптимальной конструкции. Поэтому серьезно занявшись домашним самогоноварением, вам придется наживать и свой собственный опыт.
Чтобы наслаждаться всеми прелестями русской бани недостаточно установить высококачественную и надежную печь, также необходимо оснастить баню прочным баком для воды. Литраж емкости, ее месторасположение и материал выбирают исходя из частоты использования бани, количества моющихся и иных значимых показателей. Если вы решились изготовить бак для бани своими руками предварительно стоит все тщательно подготовить, выбрать материал, способ подачи воды в него и метод нагревания.
Количество литров в емкости
Во-первых, стоит обозначить систему, с помощью которой будет осуществляться нагрев воды в баке. Для этого может быть использован вмонтированный тэн или печка. Именно от этого будет отталкиваться выбор материалов, литраж и расположение. Подбор обогревательной системы зависит от количества посещающих баню, оптимального времени для нагрева воды и необходимого объема бака.
Если баня предназначена для одного посетителя, то самым оптимальным вариантом является 50 литровая емкость. Если же баня предназначена для большой семьи или компании, стоит приобрести бак не меньше 100 литров.
Обратите внимание! Выбирая крепежную систему, учитывайте толщину стен бака и его массу.
Наиболее востребованные виды

В зависимости от месторасположения банные баки подразделяются на встраиваемые, мобильные и натрубные. Встраиваемые баки устанавливаются отдельно от иных сооружений. Они монтируются в ходе строительства печки внутри нагревательной системы с помощью различных крепежных элементов и установок. Во встраиваемых емкостях вода нагревается непосредственно от огня, поэтому коэффициент полезного действия довольно высок.

Невозможно не упомянуть о том, что при этом снижается отдача тепла от самой печки, поскольку большая часть энергии расходуется на обогрев воды в баке. Литраж встраиваемого бака определяется размерами самой печи.
Схема мобильных емкостей
Мобильные емкости значительно удобней и практичней, тем более при постоянном использовании. Эти баки позволяют монтировать их непосредственно в отделении для мойки. Но в этом случае стоит вести себя предельно осторожно, так как соприкосновение с баком может привести к ожогу. Особенно это относится к семьям, в которых есть маленькие дети. Использование выносных банных баков обязывает к монтажу теплообменника в печке, который сообщается с емкостью путем системы труб из латуни или меди.
Принцип работы натрубных баков

Монтаж емкостей на трубу осуществляется в чердачном помещении на поверхности патрубка для удаления дыма, либо над самой печкой. Несомненным достоинством таких баков является подогрев воды за короткий промежуток времени и высокая тепловая отдача на протяжении всего эксплуатационного срока. Более того данный вид емкостей является скрытым, что никак не отражается на внешнем виде интерьера помещения и не загромождает его.

Как только вы определились с разновидностью емкости, стоит выбрать метода нагрева воды в ней. Уже, исходя из этого, подбираются все необходимее материалы.
Подбор материалов
Существует несколько материалов, которые используют для изготовления баков для бани.
Чугун
Классическим вариантом для изготовления банных баков является чугун. Однако этот вариант имеет ряд, как плюсов, так и минусов. Несмотря на то, что данный материал, несомненно, очень прочный и долговечный, для обогрева воды в такой емкости требуется большое количество топлива и времени, но при этом высокая температура воды сохраняется надолго. Чугун не боится воздействия коррозии и температурных перепадов. Одним из самых значимых минусов чугуна является его большая масса и сложность самостоятельного его изготовления. Кроме того, он требует обязательной защиты от воздействия высокой влажности.
Нержавейка

Все чаще стали использоваться банные баки из нержавейки. Их популярность обусловлена тем, что они:
- не нуждаются в защите от повышенной влажности и негативного воздействия окружающей среды;
- имеют высокий процент проводимости тепла, что обеспечивает обогрев воды в короткое время;
- практически не поддаются деформации при резких температурных перепадах;
Обратите внимание! Самыми высокими показателями надежности и долговечности обладает нержавейка для изготовления посуды. Пищевая нержавейка является высоко устойчивой: не деформируется, стойка к воздействию высокой температуры, гигиенична и обладает антикоррозийными свойствами.
Эмалированный материал

Практически не поддаются ржавчине баки для бани из эмалированного материала.
Обратите внимание! Единственным существенным минусом таких баков является высокая вероятность появления сколов на эмалированной поверхности. А черный металл без дополнительного защитного покрытия довольно быстро подвергается воздействию коррозии.
Также у эмалированных емкостей есть одно важное ограничение при монтаже – их не стоит встраивать в поверхность печи.
В принципе это все основные правила при выборе емкости для бани, следование которым поможет наслаждаться процессом мытья длительное время.
Установка бака для воды в бане открывает перед владельцем ряд удобств и преимуществ. Во-первых, появляется возможность приготовления горячей воды в процессе топки печи, что позволяет экономить энергоресурсы и расходовать их максимально целесообразно. Во-вторых, применение подобного агрегата в большинстве случаев дает возможность отказаться от установки электрического водонагревателя, что также идет на пользу бюджету, выделенному на обустройство бани.
К бакам для воды предъявляется несколько основных требований: они должны быть вместительными, долговечными, прогреваться за максимально короткое время и удерживать тепло так долго, как то диктуют потребности посетителей парилки. Среди доступных рядовому пользователю вариантов, в наибольшей степени перечисленным критериям соответствуют изделия, выполненные из нержавеющей стали.



Схема – пример установки выносного бака для воды
Современный рынок предлагает широкий ассортимент водяных баков, изготавливаемых из чугуна, нержавеющей стали и эмалированного материала. Как показывает практика, наибольшей популярностью среди владельцев бань пользуется именно нержавейка, что обусловлено грамотным и приемлемым соотношением эксплуатационно- технических характеристик и показателей стоимости.
Нержавейка характеризуется превосходными показателями теплопроводности, нормально переносит температурные скачки и служит объективно дольше различных черных металлов.




Здесь возникает закономерный вопрос: какая из существующих марок нержавейки лучше подходит для изготовления рассматриваемой емкости, предназначенной для эксплуатации в условиях бани? Во-первых, это марка 08Х17 (430), во-вторых, 8-12Х18Н10 (304). Упомянутые материалы, помимо всего прочего, применяются для производства посуды и характеризуются высокой стойкостью к воздействию высоких температур, являются полностью гигиеничными, не ржавеют и не деформируются во время использования. Помимо этого, такие материалы являются неприхотливыми и предельно простыми в уходе.

Подытожив вышесказанное, можно выделить 3 главных преимущества водяных баков, изготовленных из нержавеющей стали:
- изделия не требуют обустройства дополнительной защиты от повышенной влажности воздуха и нормально переносят эксплуатацию в условиях, характерных для банной парилки;
- нержавейка отличается высокими показателями теплопроводности, что дает возможность получать горячую воду в кратчайшие сроки;
- баки из нержавейки не деформируются из-за резких перепадов температуры либо же эти деформации являются несущественными.
Цены на листы из нержавеющей стали
листы из нержавеющей стали
Варианты конструкции водяных баков для бани
Баки для воды, рассчитанные на использование в бане, могут иметь различную конструкцию. Основных варианта 3: встроенный бак, выносная емкость и агрегат, устанавливаемый на трубе. С особенностями каждого типа конструкции вы можете ознакомиться в следующей таблице.
Таблица. Конструкции водяных баков из нержавейки
| Тип конструкции | Описание |
|---|---|
| Установка представителей этой категории осуществляется в процессе строительства банной печи, в результате чего печка и бак становятся единой конструкцией. Нагрев воды во встраиваемом баке из нержавейки осуществляется силами огня, благодаря чему коэффициент полезного действия непосредственно водяного бака держится на довольно внушительном уровне. Ключевым недостатком такой конструкции является тот факт, что на подогрев воды в емкости уходит существенная часть тепла, в результате чего теплоотдача непосредственно банной печи заметно падает. Полезное замечание! Гораздо более простым в изготовлении и использовании является наставной/навесной бак, устанавливаемый сверху каменки. |
|
| Более удобный и практичный по сравнению с предыдущей моделью вариант, в особенности, если бак конструируется и устанавливается с целью постоянного использования. При желании готовый бак для воды из нержавейки можно установить в помывочном помещении бани, соединив его системой труб с печным теплообменником. Оптимальный материал изготовления труб – медь либо латунь. Единственный значимый недостаток выносного водяного бака сводится к вероятности получения ожога в случае неосторожного обращения – положение в особенности актуально, если в баню будут ходить дети. |
|
| Натрубный бак для воды может быть установлен либо непосредственно над банной печью, либо в пространстве чердачного помещения. В таких конструкциях вода нагревается в кратчайшие сроки. При этом показатели теплоотдачи печного агрегата не уменьшаются. Несомненным преимуществом установки водяного бака в чердачном помещении является возможность «разгрузить» парилку, исключив емкость из ее обстановки и обеспечив большее количество свободного пространства. |
В таблицу не включен еще один возможный вариант установки бака – сбоку печки.

 Печь с боковым баком – фото
Печь с боковым баком – фото
Способ обделен вниманием по той простой причине, что является наихудшим. Вода в таком баке будет очень быстро закипать. Если процесс парения затянется, из-за постоянно кипящей воды атмосфера в помещении парилки станет попросту невыносимой. Да и с обслуживанием подобного бака сплошные неудобства: в целях экономии пространства емкость делается высокой, но очень узкой.
Разобравшись с особенностями водяных баков из нержавейки и выбрав наиболее приемлемый вариант конструкции, остается лишь определить оптимальный объем емкости, после чего можно переходить непосредственно к этапу ее изготовления.
При выборе требуемого объема водяного бака из нержавейки, нужно, прежде всего, ориентироваться на запланированное количество посетителей, которые будут одновременно ходить в баню. К примеру, если парилка не способна ввиду своих физических габаритов вместить более 2-3 человек, можете смело ставить бак на 50-80 л, из расчета 25-30 л воды на каждого банщика.

Баки бывают разных размеров – выбирайте подходящий
Оперируя вышеприведенной рекомендацией, вы сможете рассчитать требуемый объем бака для воды с учетом посещаемости обустраиваемой бани. Для большего удобства рекомендуется добавить сверху расчетного значения хотя бы 10-20 л – потребности и представления о комфортном мытье у каждого человека разные.

Изготовление бака для воды из нержавейки своими руками
Большинство фабричных моделей водяных баков изготавливается из нержавейки толщиной 1 мм. Для самостоятельного изготовления рекомендуется использовать более толстые листы – порядка 1,2-1,8 мм (конкретный показатель подбирается в соответствии с объемом емкости). Расходы на изготовление конструкции в данном случае будут более высокими, зато вам долгие годы не придется задумываться о необходимости ремонта, покраски, покрытия различными специальными составами и прочего подобного обслуживания бака.
В качестве примера можете использовать следующий чертеж – это наиболее простой для самостоятельной сборки и один из самых популярных вариантов конструкции.

Размеры можете пропорционально менять в соответствии с требуемым объемом емкости. Расчет объема выполняется по стандартной формуле, т.е. показатели длины, ширины и высоты изделия последовательно перемножаются. К примеру, объем емкости, представленной в качестве примера, составит порядка 25 л.
Полезный совет! Еще более простой вариант водяного бака – изделие, изготовленное из отрезка бесшовной нержавеющей трубы. Отдавая преимущество такому решению, вы получаете ряд преимуществ. Во-первых, не придется тратить время и силы на раскрой листового металла, просчитывая припуски, запасы и прочие моменты, т.е. вероятность возникновения ошибок снижается к минимуму. Во-вторых, изготовление водяного бака для воды из трубы требует использования сварки в минимальном количестве.
В продаже доступны трубы из нержавейки диаметром до 1020 мм и даже более, что позволяет безо всяких проблем приобрести изделие для изготовления емкости требуемого объема. Чтобы определить объем цилиндра (а именно такую форму по итогу будет иметь накопительный бак), используйте следующую формулу.

Полезное замечание! При желании никто не запретит вам сделать бак из профилированной нержавеющей трубы, и тогда емкость будет иметь прямоугольную форму.
Дальнейший порядок самостоятельного изготовления бака для воды будет рассмотрен именно на примере использования отрезка трубы в качестве заготовки.

Труба – заготовка
Важно! Если запланирована установка натрубного водяного бака, для его изготовления лучше использовать более короткую, но широкую заготовку, чтобы дымоотводящую трубу можно было пропустить через внутреннюю полость емкости. Выглядеть это будет примерно следующим образом.


Порядок изготовления водяного бака из трубы представлен в следующей таблице.
Таблица. Изготовление водяного бака для бани
| Этап работы | Описание |
|---|---|
| Ранее приводилась формула для расчета объема цилиндра. С ее помощью мы находим требуемую высоту водяного бака. К примеру, мы хотим получить бак объемом 30 литров и используем для его изготовления трубу диаметром 1020 мм. Путем нехитрых арифметических манипуляций на уровне 5 класса, преобразовываем формулу в следующий вид: H=30/(3,14*0,512)=37 см – именно такую длину должен иметь отрез трубы для получения водяного бака указанного объема. Чтобы отрезать кусок трубы, используем болгарку. Для работы с нержавейкой подходят диски толщиной 1 мм и диаметром 11,5 либо 12,5 см. |
|
| Чтобы готовый бак для воды имел красивый вид, нужно соответствующим образом обработать зоны распила. В будущем аналогичные действия будут выполнены при растачивании отверстий для подключения патрубков с кранами. Наиболее удобным инструментом, позволяющим быстро и эффективно справляться с решением упомянутых задач, является ручная бормашина. Подобные приспособления комплектуются множеством разнообразных абразивных насадок, позволяющих добиваться максимального качества обработки конкретного материала. При отсутствии ручной бормашины швы придется приводить в порядок подручными средствами: напильником, наждачной бумагой и т.п., что определенно является более длительным и трудоемким мероприятием. |
|
| На этом этапе нам понадобится лист нержавеющей стали. Крышку и в особенности дно рекомендуется делать из материала, имеющего более внушительную толщину по сравнению со стенками трубы, выбранной для изготовления корпуса. Работа выполняется в несколько этапов: - на листе нержавейки чертится круг по диаметру отверстий, которые он будет закрывать. Можете просто поставить трубу на лист металла и начертить круг, обведя изделие по контуру; - в соответствии с разметкой вырезается 2 заготовки. Для резки и последующей шлифовки краев можно использовать уже упомянутые ранее болгарку и ручную бормашину. Если предполагается натрубный метод установки водяного бака, на этом же этапе в днище и крышке можно подготовить отверстия по диаметру дымоотводящей трубы (лучше на 1 мм больше, чтобы дымоход мог через них пройти, в будущем зазор будет нивелирован при помощи сварки). Также на этой стадии можно подготовить отверстия для дальнейшего подключения патрубков с кранами, если они будут монтироваться в днище (актуально для выносных конструкций, устанавливаемых в стороне от печи, в случае с надтопочными/встроенными и натрубными баками патрубки целесообразнее врезать в стенку корпуса бака). Более подробно нюансы сверления и сварки нержавейки будут рассмотрены в соответствующих разделах инструкции. |
|
| На фото продемонстрирована профилированная труба, но процесс сварки для этого случая и работы с круглой заготовкой остается одинаковым. Изделия из рассматриваемого материала можно соединять разными способами: - при помощи пайки с использованием безсвинцовых или высокотемпературных припоев; - ручной либо автоматической сваркой (в случае с нержавейкой работа осуществляется исключительно в среде защитных газов). Наиболее предпочтительным является второй вариант, самой простой в освоении – ручная дуговая сварка. В качестве защитного газа используется аргон. Сварка осуществляется с применением не плавящегося электрода для работы с нержавейкой. В международной классификации аппараты, предназначенные для такой сварки, маркируются аббревиатурой TIG. Покупая или арендуя сварочный аппарат, не забудьте приобрести/арендовать баллон с аргоном и редуктор. Функция последнего сводится к уменьшению давления защитного газа на выходе. Швы должны быть максимально аккуратными и однородными. После выполнения их рекомендуется зачистить. Рекомендации в отношении подходящего для этого инструмента приводились ранее. Полезный совет! При желании крышку бака можно не приваривать, а присоединить с помощью болтов и ушек либо попросту сделать ее съемной. Вариант актуален для случаев, когда вода будет добавляться пользователем вручную, а не поставляться посредством водопровода. Емкость готова. Приступаем к подготовке отверстий для дальнейшей врезки патрубков. |
|
| Рассматриваемые конструкции укомплектовываются двумя патрубками с кранами. Через верхний патрубок в емкость традиционно подается холодная вода, а через нижний подогретая жидкость уходит потребителю. Диаметры сантехнических патрубков соответствуют диаметрам водопроводных труб, применяющихся в комплексе с ними. Чаще всего используются трубы диаметром ½ либо 1 дюйм. Для сверления нержавейки подойдет обыкновенная электрическая дрель. Главное, чтобы работа выполнялась на низких оборотах – не более 100 об/мин. В дрели с электронным регулятором установка требуемого режима не является проблемой. Если же такого регулятора нет, надо попросту активировать кнопку пуска короткими нажатиями – в течение секунды инструмент не успеет разогнаться до рабочей мощности. Отверстия лучше всего делать сверлом марки Р18. Еще более удобный вариант – специальное ступенчатое сверло (показано на изображении). Такой инструмент не задирает края отверстия, благодаря чему оно получает идеально круглую форму. Наряду с этим, для сверления отверстий диаметром более 14 мм удобнее использовать специальные насадки – т.н. «коронки». |
|
| Представленные диаметры таких коронок соответствуют как дюймовой, так и метрической градации сантехнических труб. С помощью соответствующих коронок вы также сможете подготовить отверстия в днище и крышке бака, если предполагается его натрубная установка. |
|
| В продаже доступны патрубки с кранами для перекрытия потока воды. В комплексе с баком из нержавейки предпочтительнее применять комплектующие, выполненные из этого же материала. Чтобы не тратить лишнее время на обустройство резьбы, патрубки попросту привариваются к подготовленным ранее отверстиям. Рекомендации в отношении инструментов и режимов сварки остаются теми же. После установки водяного бака в соответствии с выбранной схемой (будут рассмотрены далее), к патрубкам подключаются водопроводные трубы (ранее отмечалось, что лучше всего использовать изделия из меди либо латуни) подходящего диаметра. Соединение патрубка с трубой выполняется любым подходящим способом, например, с помощью резьбового переходника. |
Итак, емкость для воды готова, и даже патрубки для врезки труб уже смонтированы. Остается лишь подключить готовое устройство для его последующего использования по назначению.
Порядок подключения бака для воды из нержавейки
Важные замечания перед началом работы
Ранее отмечалось, что наиболее часто встречаются следующие варианты монтажа бака: внутри печи, в стороне от нее и на дымоходной трубе. Первый вариант предлагаем заменить способом, при котором монтаж бака осуществляется над печной каменкой. Данный метод более прост в реализации, при этом, к его использованию можно прибегнуть, даже если печь уже построена – вдруг вы сначала думали, что подобный нагреватель вам не понадобится, а после изучения изложенного материала уяснили все преимущества его использования и захотели установить в своей бане.
Важно! Реализовать упомянутую замену удастся только в случае с разборным дымоходом. Предлагаемый способ предполагает совмещенную установку бака – он будет одновременно размещаться над камнями и вокруг дымоходной трубы, что сделает эффективность нагревания воды максимально высокой. В противном случае придется либо отдавать предпочтение встроенной модели бака (если печь только строится), либо устанавливать агрегат на отдалении от печки.
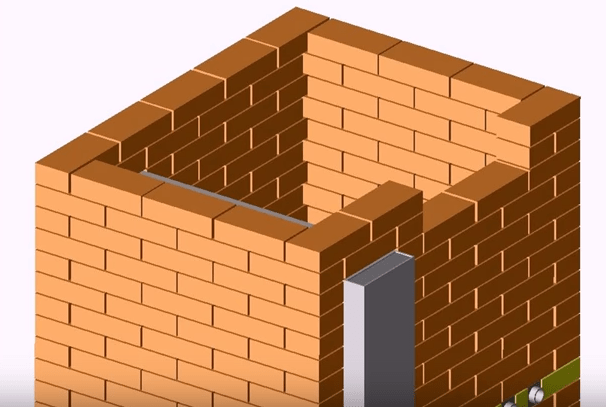
Если печь кирпичная, подготовка места для бака и его непосредственная установка выполняются в процессе кладки (конкретный этап зависит от выбранной конструкции печи и размеров топки, чаще всего это 10 ряд). При кладке ряда оставляют проем для размещения бака. Размер проема должен на несколько миллиметров превышать габариты устанавливаемой конструкции для компенсации температурных расширений.

На схеме – проем для установки бака
Примечание! В промежутки между отмеченными четвертинками кирпича укладываются трубы, наличие которых будет способствовать повышению эффективности обогрева – таковы конструкционные особенности конкретно этого печного агрегата, в выбранном вами проекте данные трубы могут отсутствовать.
Печь с установленным баком выглядит так.

Снизу в стенку бака врезан сантехнический кран. Предполагается, что пользователь будет набирать горячую воду прямо в парилке. При желании конструкцию можно усовершенствоват ь, врезав вместо крана упомянутый ранее патрубок, подсоединив к нему водопроводную трубу и выведя ее в помывочную.
Когда кладка будет доведена до верхней грани бака, на него укладываются 2 металлические полоски, наличие которых позволит безопасно перекрыть накопительную емкость кирпичом.

В случае с металлическими банными печами, бак для воды приваривается над топкой (рекомендации в отношении сварки приводились ранее). В результате нагрев емкости осуществляется силами пламени, что обеспечивает максимально быстрое приготовление воды. Выглядит конструкция приблизительно так.

Важно! Если предпочтение отдается встраиваемой конструкции бака, для его изготовления следует использовать металл толщиной более 1 мм и, при этом, следить, чтобы качество сварных швов было максимально высоким. В противном случае бак либо быстро прогорит, либо даст течь через некачественные швы.
Полезный совет! В случае с кирпичной печью можно пойти более простым путем, уложив водяной бак на корпус печи над топкой. Конструкция выглядит примерно так.

Установка бака для воды над каменкой
Данный метод, как отмечалось, предполагает совмещение вариантов установки бака над каменкой и на дымоотводящей трубе. Расстояние между каменкой и дном бака обычно выдерживается в промежутке 20-35 см с возможностью изменения в обе стороны: чем меньше этот показатель, тем быстрее нагреется вода, но бак прослужит меньше, и наоборот.
Приводить подробную пошаговую инструкцию не имеет смысла – всеми необходимыми знаниями вы уже владеете. Ранее рассказывалось, как подготовить отверстия в днище и крышке бака для пропуска через них дымоотводящей трубы. Сделайте это.
Далее вам нужно провести элемент дымоотводящей системы через внутреннюю полость емкости и соединить трубу с баком в местах входа и выхода (в днище и крышке) при помощи сварки. Как это делать вы тоже знаете.
Водяные баки из нержавейки имеют сравнительно небольшой вес (к примеру, чугун гораздо более тяжелый и бак из него потребовал бы фиксации к потолку при помощи цепей или другим подходящим способом) и дополнительного крепления не требуют. Дальнейшая установка дымохода выполняется по стандартной схеме, в зависимости от выбранного типа конструкции.
В идеале готовая система будет иметь следующий вид.


На представленном в качестве примера изображении не видны патрубки и краны. Следующая конструкция не так красива внешне, зато подключение вывода воды здесь наглядно продемонстрирова но.

Что касается подачи холодной воды, она может быть организована несколькими способами, в зависимости от особенностей конкретной ситуации:
- заполнение бака осуществляется вручную;
- вода подводится из колодца/скважины;
- подача воды осуществляется из централизованной системы водоснабжения.
Рассматривать в подробностях каждый из перечисленных вариантов мы не станем, т.к. это темы для отдельных объемных инструкций.
Установка выносного водяного бака
Обустройство такой системы также не отличается чрезмерной сложностью. Единственное, схема дополняется новым устройством – теплообменником. Он может быть встроенным либо внешним. Для самостоятельного изготовления лучше выбрать второй вариант – он более удобен и прост в реализации.
Схема системы с выносным водяным баком представлена на следующем изображении.

Здесь мы видим, что внешний теплообменник установлен на дымоходной трубе. Вода в теплообменнике греется за счет тепла дымовых газов, передаваемого через стенки трубы. Если под теплообменником расположена открытая каменка, дополнительно нагрев будет осуществляться силами тепла раскаленных камней.
Подогреваясь в теплообменнике, вода уходит во внешний бак, оттуда, остывая, обратно в теплообменник. Циркуляция воды будет обеспечиваться посредством созданных уклонов и разности давлений в емкости с горячей и остывшей жидкостью.


Выносной бак с горячей водой на 60 л
Теплообменник вы сможете сделать самостоятельно. По сути это тот же бак для воды, инструкцию по изготовлению которого вы уже изучили, только меньшего объема (обычно до 5 литров). Установка теплообменника выполняется так, как и бака в предыдущей инструкции (на дымоотводящей трубе).


Регистр – теплообменник для банных печей

Цены на теплообменники
теплообменник
Как делать необходимые отверстия, устанавливать патрубки, краны и трубы вы уже тоже знаете. Где это делать – смотрите на схеме. Остается лишь подготовить все требуемые элементы и собрать их в единую систему, выдерживая необходимые расстояния и уклоны в соответствии с вышеприведенной схемой.
В данном примере выносной бак для вод установлен в помывочном помещении и укомплектован стандартным сантехническим краном для слива воды. Трубы, как и упомянутый кран, врезаны в дно емкости. Отверстия для прокладки труб через перегородку можете выполнить с помощью подходящего инструмента, например, перфоратора.
В соответствии с актуальными положениями действующих стандартов, трубопроводы холодного и горячего водоснабжения в случае их прокладки через перегородку должны быть уложены через гильзу. Диаметр последней подбирается так, чтобы на 0,5-1 см превышать внешний диаметр монтируемой трубы. Для заделки зазора между гильзой и трубой используется несгораемый мягкий материал, чтобы по итогу обеспечивалась возможность перемещения трубы по продольной оси в случае температурных расширений. Схематически это показано на следующем изображении.
Зазоры в перегородке можно замаскировать любым подходящим способом, к примеру, заполнив упомянутым мягким несгораемым материалом и закрыв элементом наружной отделки (вагонкой и др.).
Остается лишь разобраться, как закрепить водяной бак на стене. Самый простой вариант – установка на металлические уголки, мощности которых было бы достаточно, чтобы выдержать вес бака с водой.
Крепление осуществляется следующим образом. Приложив уголки к стене, вы ставите на поверхности метки, просверливаете по меткам отверстия и монтируете в них дюбеля. Далее прикручиваете уголки к стене при помощи болтов длиной 8-10 см и диаметром 1-1,2 см.

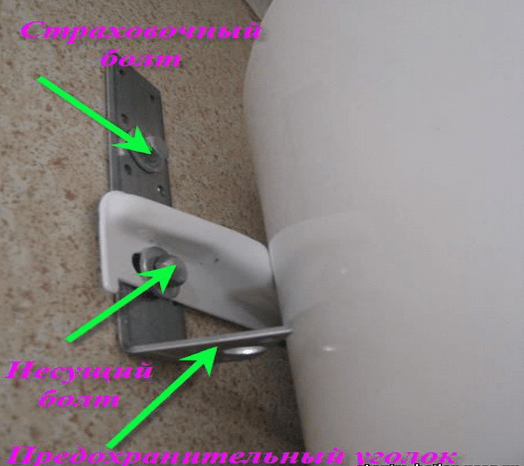
На уголки сможете установить ваш водяной бак. Способ является предельно простым в реализации, но не самым надежным (ошиблись при выборе уголков – они прогнулись – бак упал), да и подходит он объективно только для прямоугольных конструкций небольшого объема. Более надежным является метод крепления, использующийся при установке бытовых водонагревателей. Для его реализации вам придется снова поработать со сварочным аппаратом. Всеми необходимыми знаниями вы уже владеете, поэтому дополнительных пояснений давать не требуется. Порядок действий следующий:
- отрезается полоса металла (подойдет та же нержавейка) толщиной от 1,5-2 мм, шириной 5-10 см и длиной, чтобы выступала за боковые стенки нагревателя на несколько сантиметров с каждой стороны;
- в полосе просверливаются отверстия по диаметру крепежных болтов (поймете, взглянув на представленное далее изображение);
- готовая крепежная планка приваривается к задней стенке бака.
Дальнейшие действия аналогичны предыдущей инструкции, с тем лишь отличием, что водяной бак не устанавливается на уголки, а крепится к стене через них посредством приваренной планки. Выглядит это следующим образом.
Бак установлен. Можно тестировать и, если все нормально (нет течей, чрезмерного нагрева и прочих неблагоприятных явлений) принимать конструкцию в постоянную эксплуатацию.
При желании систему можно совершенствовать практически до бесконечности, укомплектовывая разнообразной автоматикой, средствами измерения и т.д. Не исключается и возможность монтажа дополнительной разводки с целью подключения бака к душевой кабине в помывочной – это позволит мыться с максимальным комфортом. Пример реализации такой задумки представлен на следующем изображении.

Полезный совет! Установку бака выполняйте таким образом, чтобы он был минимально отдален как от банной печи, так и от места забора горячей воды.
В достаточной мере овладев искусством сварки нержавейки, при желании вы сможете изготовить бак не из трубы, а из листового материала – это более ответственная по сравнению с рассмотренным вариантом работа. Пример ее выполнения детально освещен в приложенном видео.
Удачной работы!
Видео – Как сделать бак для воды из нержавейки для бани





