Стыковая сварка. Инструкция по технологии стыковой сварки полиэтиленовых труб
Компания Теплоогнезащита имея огромный опыт работ по проектированию и монтажу инженерных коммуникаций выполнит сварку труб полиэтилена низкого давления . Полиэтиленовые трубы (пнд) широко применяемый материал в строительстве. Их используют для сборки напорных и безнапорных трубопроводов. Трубы легко подвергаются обработке имеют небольшой вес. Если вам нужна качественная сварка труб пнд обращайтесь к нам ! Наши специалисты умеют, любят и хотят работать! Работаем с ведущими производителями без посредников!
– это такой процесс, при котором неразъемное соединение получают при помощи нагрева, расплавления торцов двух срезанных полиэтиленовых труб, муфт или фитингов, под воздействием определенной высокой температуры и точно вымеренному времени, а затем, присоединения под давлением или взаимопроникновением и дальнейшего остывания в состоянии покоя.
По сравнению с металлическими и полипропиленовыми трубами ПНД трубы обладают рядом существенных достоинств: стойкость к окислению, разрушению микроорганизмами, к механическим нагрузкам, к температурным перепадам, небольшой вес, экономность, экологичность. ПНД трубы произведенные по ГОСТ 16338-85 безопасны для окружающей среды и человека.
Вырезка из ГОСТ 16338-85 п.2.9. :
Базовые марки и композиции полиэтилена, разрешенные Министерством здравоохранения СССР для изготовления изделий, контактирующих с пищевыми продуктами, питьевой водой, косметическими и лекарственными препаратами, а также для изготовления игрушек, указаны в приложении 2. Для этих целей используют газофазные композиции полиэтилена высшего и первого сортов, суспензионные - первого и второго сортов, запах и привкус водных вытяжек которых по ГОСТ 22648-77 не превышает одного балла.
Вырезка из ГОСТ 16338-85 п.3.2. :
Полиэтилен базовых марок и композиций при комнатной температуре не выделяет в окружающую среду токсичных веществ и не оказывает при непосредственном контакте влияния на организм человека. Работа с ним не требует особых мер предосторожности.
ПНД трубы используются для прокладки водопроводов и оросительных систем, монтажа канализации, защиты пучков кабелей при прокладке электрических сетей. Из-за того, что у полиэтилена довольно низкая температура плавления, 80 градусов, ПНД трубы нельзя использовать для транспорта веществ с температурой больше 40 градусов.
Как получить идеальный трубопровод?
Лучший трубопровод представляет собой сплошную трубу, без задиров, шероховатостей, искривлений чтоб смотря на трубу человек подумал что её изготовили именно для этого места, и доставили с завода трубу именно такой. Но на практике, из-за сложности трубопровода и ограниченности длины трубы, приходится делать множество соединений труб. Развитие науки и техники в настоящее время дало возможность выпускать новое оборудование, которое позволяет выполнять сварку труб ПНД встык, не используя дополнительных фитингов, такой способ позволяет не закупать дополнительных материалов, а только заказать только услугу
Для соединения ПНД тубы существует два способа:
- разъемные соединения с использованием специальных пластиковых соединителей. Они обычно используются для временного соединения веток трубопровода в местах, где трубы не подвергаются воздействию высокого давления.
- сварка труб ПНД встык может проводится с использованием разных аппаратов: стыковая сварка с механическим, или гидравлическим сжатием, а также ручными аппаратами для сварки труб небольшого диаметра.
Когда выполняется сварка труб ПНД между очищенными торцами труб помещают нагревательный элемент, который размягчает полиэтилен. При правильном выполнении этой операции, шов получается прочнее, чем стенки трубы. Такое качество шва не допускает возможности прорыва трубопровода в местах соединения.
Электромуфтовая сварка ПНД тоже требует соответствующего оборудования. При таком способе соединения, трубы свариваются не между собой, а привариваются к муфте. Чаще всего электромуфтовую сварку используют при ремонте и расширении старых трубопроводов.
Что регламентирует сварку труб ПНД?
- СНиП 3.05.04-85:
- СП 62.13330.2011:
3.58 Соединение труб из полиэтилена высокого давления (ПВД) и полиэтилена низкого давления (ПНД) между собой и с фасонными частями следует осуществлять нагретым инструментом методом контактно-стыковой сварки встык или враструб. Сварка между собой труб и фасонных частей из полиэтилена различных видов (ПНД и ПВД) не допускается.
3.61 Сварку труб из ПВД и ПНД допускается производить при температуре наружного воздуха не ниже минус 10°С. При более низкой температуре наружного воздуха сварку следует производить в утепленных помещениях.
4.1 Строительство сетей газораспределения и реконструкция изношенных стальных газопроводов должны осуществляться: с применением преимущественно полимерных труб и соединительных деталей (например, из полиэтилена и его модификаций, полиамидов).
10.4.1 Сварка полиэтиленовых газопроводов соединительными деталями с ЗН должна выполняться аппаратами, осуществляющими регистрацию результатов сварки с их последующей выдачей в виде распечатанного протокола.
Технология сварки труб ПНД
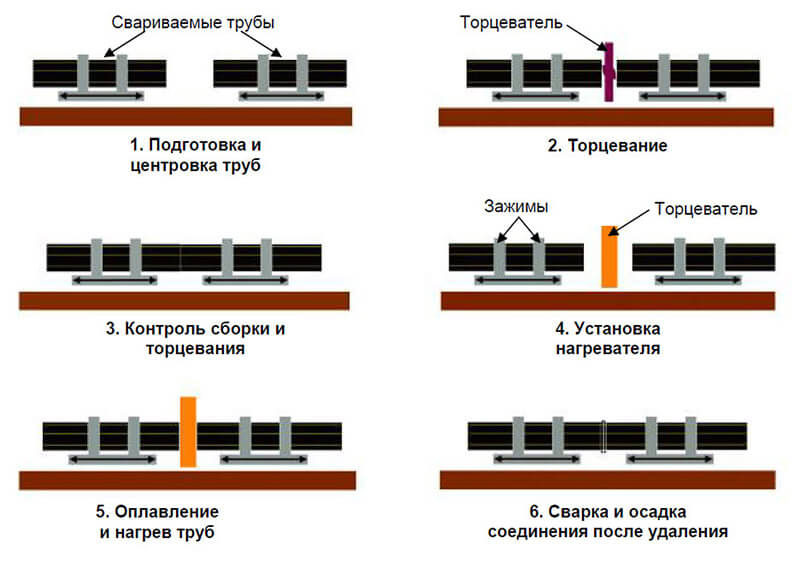
Выполняется в следующей последовательности действий:
- Проверка качества труб, которые предстоит сваривать. Когда выполняется сварка труб ПНД, контролируется овальность, равномерность толщины стенки, соответствие толщины стенки маркировке, указанной на трубе.
- Установка концов труб в центратор, который выравнивает их взаимное расположение.
- Механическая очистка внешней и внутренней частей трубы.
- Установка давления перемещения (для пневматических приборов).
- Торцовка. С внешней поверхности обоих концов трубы снимается тонкий слой полиэтилена, чтобы получившийся шов был аккуратным и прочным.
- Снятие стружки.
- Проверка торцов труб по величине зазора.
- Обезжиривание торцов спиртосодержащим средством для улучшения качества сварки.
- Установка нагревательного элемента - плоской металлической пластины.
- Установка рабочего давления (для пневматических приборов).
- Образование первичного грата.
- Донагрев торцов трубы.
- Удаление нагревателя.
- Осадка стыка.
- Охлаждения шва.
- Проверка качества соединения. Качественный шов представляет собой равномерный кольцевой валик, выступающий над поверхностью трубы на 2,5 - 5 мм. При этом смещение труб не должно превышать 0,1 толщину стенки
Преимущества работы с СК "Теплоогнезащита"
- Сварка труб ПНД выполняется специалистами, аттестованными НАКС.
- Фирма использует собственное качественное оборудование.
- Возможность качественной сварки труб ПНД большого диаметра.
- Предоставление услуг жителям регионов.
- Быстрое выполнение срочных заказов.
- Возможность получить скидку на сварку труб ПНД большого диаметра.
Если вы хотите заказать услугу – сварка труб ПНД, обращайтесь в СК "Теплоогнезащита".
Фото сварки труб ПНД
-
Обратите внимание, что использовать при этом трубы из полиэтилена разных марок, а также различающиеся по диаметру и SDR запрещено. К тому же толщина стенок не должна быть менее 4,5 мм, а допустимая температура окружающей среды – от -15 0 С до + 45 0 С.
Выполнить соединение труб стыковой сваркой не так просто, как может показаться любителю. Лишь квалифицированные, опытные специалисты, применяющие профессиональное оборудование для сварки, способны гарантировать высокое качество сварных швов. С другой стороны, именно сварка встык обладает такими важными преимуществами, как приведенные ниже:
- работы проводятся без привлечения тяжелых машин и техники;
- требуется максимум два человека;
- низкие энергозатраты – монтаж ПНД-трубопровода проводится быстрее и легче по сравнению с прокладыванием металлического (стального) аналога. Особенно это актуально при укладке длинномерных труб (продающихся на катушках или в бухтах), которые позволяют снизить необходимость выполнения сварных швов в 50-100 раз. Сокращаются не только затраты на человеческий труд, но и время прокладки и, соответственно, цена вопроса.
Для производства сварки встык требуется подготовить трубы и фитинги с идентичными параметрами:
- диаметр;
- толщина стенок;
- марка полимера.
Технология стыковой сварки
Технология сваривания описана ниже:
- Торцы труб, подлежащих соединению, выравниваются, зачищаются от загрязнений и неровностей, чтобы достичь точного контакта элементов.
Лучше проводить данную операцию электроторцевателем, он срезает и уравнивает торцы четко под углом 90 0 механическим путем. Обрезание осуществляется до тех пор, пока не появится ровная непрерывная лента стружки.
- Далее задействуется – выполняется расплавление торцов. На данном этапе формируется первичный грат.

- После продолжается воздействие нагревателем на торцы труб, чтобы тепло постепенно распространилось внутрь каждой трубы и началось расплавление полиэтилена. Температура и время воздействия выбираются с учетом свойств материала выбранной марки по таблице сварки, чтобы сохранить физико-химические характеристики.
- Когда выдержано определенное время, происходит отвод сварочного аппарата. Делать это нужно очень аккуратно и быстро, чтобы не допустить повреждение труб и оседание посторонних частиц, загрязнений.
- После того, как нагреватель убран, трубы соединяются, при этом на стыке формируются молекулярные связи, и создается окончательный грат. Учтите, что оказываемое давление должно быть таким же, как и во время процедуры расплавления полиэтилена.

- Завершающим пунктом является охлаждение сварного шва, полиэтилен на стыке осаживается и обретает максимально возможную прочность. В результате получается равномерный, симметричный бурт. Если шов лишен симметрии, значит, допущены монтажные ошибки.
Электромуфтовая сварка
Известен и еще один способ сварки труб из полиэтилена – монтаж с применением электромуфт (также она носит название терморезисторная сварка). Основными положительными характеристиками электромуфтовой сварки является качественное соединение элементов трубопровода и несложный, быстрый процесс монтажа. С ее помощью, в отличие от стыковой сварки, можно соединить трубы с толщиной стенки 4 мм и менее.
Инструкция по сварке с помощью электромуфт предполагает такие этапы:
- Очищение торцов от пыли и грязи на длину? длины муфты или даже больше – производится механическим способом.
- Обезжиривание поверхностей, снятие оксидного слоя.

Перечисленные выше пункты являются обязательными подготовительными мероприятиями. На них основывается качество будущего соединения, поэтому игнорировать их нельзя.
- Монтаж муфты на трубу, центрирование.
- Сварочное соединение муфты и торца трубы, используется сварочный аппарат для полиэтиленовых труб.
- Остывание соединения – происходит естественным образом, на шов не должно оказываться какого-либо постороннего влияния.
Пайка полиэтиленовых труб и фитингов может осуществляться аппаратами для сварки с разными степенями автоматизации. В зависимости от добросовестности того или иного производителя может отличаться качество сборки самого оборудования и его способность работать в различных условиях.

Очень удобен в эксплуатации сварочный аппарат для муфтовой сварки, снабженный сканером, который производит считывание информации по штрих-коду, расположенному на фитинге (время сварки, напряжение, температура и т. д.). На основании полученных данных агрегат сам выставляет параметры сварки, автоматически выполняет задачу, контролирует все этапы и в случае возникновения ошибки, оповещает оператора выводом на экран ее цифрового обозначения.
Сварка ПНД труб встык – процесс получения неразъемного соединения при помощи взаимного проникновения торцевых кромок при воздействии повышенных температур и давления с последующим о стыванием в контролируемых условиях.
Достоинства стыковой сварки труб
Стыковая сварка труб ПНД, осуществляемая компанией "Комфортная дача" – достаточно дешевый и практичный метод соединения трубопроводов, позволяющий получить трубопровод с высокой степенью герметичности. Кроме того, стыковое соединение по составу и структуре не отличается от состава и материала тела трубы, потому срок службы такого стыка равен сроку службы самой трубы и превышает 50 лет.
На сегодняшний день нашей компанией осуществляется стыковая сварка для труб от 50 до 1600 мм. Это позволяет сваривать любые трубы бытового и промышленного назначения.
Высокая герметичность и долговечность достигается при строжайшем соблюдении технологического процесса сварки, обеспечиваемого специалистами нашей компании.Основные этапы сварки
Сварка ПНД труб производится в несколько этапов, каждый из которых принципиально важен и должен быть выполнен очень тщательно и предельно внимательно.
- - подготовка рабочего места.
- - подготовка труб.
- - установка и центровка труб.
- - оплавление торцов ПНД труб.
- - сваривание торцов труб и охлаждение стыка
Ниже мы рассмотрим все эти этапы подробнее.
Оборудование
Установка для стыковой сварки, используемая нашей компанией, состоит из нескольких узлов - станины, укомплектованной центратором, торцевателем и нагревательым элементом.
Станина и центратор предназначены для надежного зажима труб, недопущения сдвига торцов друг относительно друга, а также для обеспечения необходимого усилия, направленного вдоль оси трубы. По типу привода могут быть механическими или гидравлическими.
Назначением торцевателя является выравнивание торцевых частей труб для максимально плотного прилегания поверхностей. По типу привода такие устройства могут быть механическими или электромеханическими.
Задачей нагревательного элемента является нагрев торцов труб до заданной температуры и прогрев тела трубы на необходимую глубину.
Механический привод, в отличие от гидравлического и электромеханического, имеет свои ограничения. В частности, он не применим для сварки труб диаметром более 160 мм. Объясняется это тем, что механический метод не позволяет создать давление, необходимое для качественной сварки труб большего диаметра.
Подготовка рабочего места и инструмента
На этом этапе специалистами компании "Комфортная дача" подбирается оборудование, соответствующее диаметру ПНД труб. В частности, выбираются зажимы, вкладыши и нагревательные элементы, имеющее второе название – нагревательное зеркало. Все соприкасающиеся с трубой детали должны быть тщательно очищены от грязи, жира, окислов и пыли. Также проверяется работа оборудования, в том числе торцевателя.
После этого подготавливается рабочее место. При сварке труб большого диаметра и имеющих большой удельный вес необходимо установить подставки, позволяющие удерживать трубу и не давать ей прогибаться.
Для обеспечения высокого качества такого процесса, как стыковая сварка труб ПНД, очень важно обеспечить чистоту свариваемых поверхностей и температурный режим. Поэтому в солнечную, сырую или ветреную погоду, а также в случае, если температура окружающей среды меньше -10 или выше +30 градусов Цельсия, процесс сварки производится в палатке, защищающей стык от всех перечисленных факторов.
Торцы труб, противоположные свариваемым, закрываются специальными заглушками. Это необходимо для того, чтобы не допустить движения воздуха внутри трубы, оно может повлиять на скорость застывания шва.
Инструмент, применяемый для резки труб, очищается от жира, чтобы не допустить его перенос на поверхность трубы. Для этого можно применять любые обезжиривающие средства.
Компания «Комфортная дача» имеет самое современное и высококачественное оборудование для сварки ПНД труб, обеспечивающее точное соблюдение технологического процесса и позволяющее контролировать все параметры, такие как температура, давление и пр.
Подготовка труб
Торцы труб перед сваркой соответствующим образом подготавливаются. В случае наличия на торцах выбоин, вмятин или других дефектов их необходимо обрезать таким образом, чтобы торцевой срез был ровным и без дефектов.
Для обеспечения качества сварки концы труб очищаются от пыли, грязи, смазки, графита, воды и прочих элементов, которые могут оказать свое влияние. Очистка производится на обоих свариваемых торцах с внутренней и наружной сторон трубы на расстояние не менее 30 мм от торца. При необходимости торцы труб обезжириваются при помощи ацетона или спирта.Технология сварки при прокладке труб ПНД предусматривает наличие зазоров между торцами труб не более чем 0,5 мм (диаметр до 110 мм) или 0,7 мм (диаметр более 110 мм). Для достижения такой точности края труб торцуются на торцевателе. Для торцевания труба надежно фиксируется в сварочной установке. Все отходы, получившиеся в процессе торцевания, необходимо удалить из трубы при помощи чистой ветоши или полотна.
Важно помнить, что для очистки труб не подходят тряпки, используемые для вытирания рук, т.к. они содержать масла и смазки, которые будут перенесены на поверхность трубы.
Установка и центровка труб
Непосредственно перед началом сварки трубы устанавливаются в сварочный аппарат, их концы надежно фиксируются в центраторах. При этом выступающие части труб должны быть равны примерно 60-70мм. Зажатие трубы в центраторе производится таким образом, чтобы не нарушить геометрию трубы и не вызвать ее эллипсность, что приведет, во-первых, к напряжению в материале трубы, а, во-вторых, к несовпадению торцов. Смещение краев труб друг относительно друга не должно превышать 1/10 от толщины стенки. Так, если толщина стенки составляет 15мм, то смещение торцов труб не должно превышать 1,5мм.
Оплавление торцов труб
Сварка труб происходит в процессе взаимопроникновения материалов торцов труб друг в друга и образования единого целого. Для достижения этой цели свариваемые поверхности необходимо расплавить при определенных условиях. Для этого между торцами труб вставляется круглый нагревательный элемент, нагретый до определенной температуры. Температуры нагревательных элементов и продолжительность нагрева, а также ряд других параметров указаны в приведенной ниже таблице. Отклонение указанной температуры зеркала не должно быть выше 100С. В процессе нагрева температура торцов ПНД труб должна достигнуть 2200 С.
Приведенные в таблице данные о времени нагрева являются ориентировочными. Время нагрева зависит от температуры окружающей среды, в связи с чем при низких температурах необходимо увеличить время прогрева, а при высоких снизить на 10 секунд на каждый градус отклонения от 20⁰С.
Затем трубы прижимаются к нагревательному элементу при определенном давлении и выдерживаются в таком положении до образования грата (выступающей над поверхностью трубы кромки расплавленного полиэтилена) высотой 2мм. После этого давление ослабляется и в таком положении труба выдерживается до окончания времени прогрева, указанного в таблице. Время указано для температуры окружающей среды, равной 200 С. Нагрев трубы после расплавления торца необходим для того, чтобы тело трубы прогрелось вглубь на несколько десятков миллиметров. В противном случае расплавленная кромка затвердеет очень быстро, и сварной шов будет очень слабым или вообще не образуется.Сваривание труб и охлаждение стыка
После достаточного прогрева трубы разводят на 5-6 мм и вынимают нагревательный инструмент. После этого осуществляется осадка – трубы снова сводят и прижимают друг к другу с определенным давлением. Описанная выше операция должна быть осуществлена очень быстро, время от изъятия зеркала до прижима труб не должно превышать 2 секунд. В противном случае поверхность расплава может застыть, и сварной шов будет дефектным.
В таком положении трубы выдерживают до полного застывания полиэтилена. Время это зависит от температуры окружающей среды и толщины стенки трубы. Для разных труб оно может колебаться от 3 до 15 минут.Опыт специалистов компании "Комфортная дача" позволяет утверждать, что спешка на этом, как и на всех других этапах стыковой сварки ПНД труб, недопустима. Поговорка «тише едешь – дальше будешь» в этом случае верна как никогда.
Во время процесса охлаждения трубы запрещается перемещать и проделывать с ними любые другие манипуляции, которые могут привести к смещению труб, пусть даже и минимальному. Это неизбежно приведет к потере прочности стыка и нарушению его герметичности.
Компанией «Комфортная дача» предлагается прокладка труб ПНД и сварка трубопроводов в полном соответствии с технологией, что гарантирует нашим клиентам высокое качество водопроводов из ПНД труб и их долговечность. Для выполнения данных работ у нас есть все необходимое:
- квалифицированные сотрудники, имеющие большой опыт стыковой сварки труб;
- необходимый инструмент;
- всевозможные вспомогательные материалы и приспособления, позволяющие осуществить монтаж в любой местности и при любых погодных условиях.
Работая с нами, вы получаете высокое качество за небольшую цену.
1 Монтаж полиэтиленовых труб своими руками
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками, так сказать в домашних условиях. Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.
Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?
Любая инструкция по эксплуатации сварочного оборудования (особенно импортного) содержит фразу типа «Дальнейшее описание правил эксплуатации аппарата не может заменить обязательного обучения сварке полиэтиленовых труб в специализированном учебном центре». Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи. А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки. Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара. Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема - в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
- В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
- Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
- На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
- На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
2 Общая идея
Сварка пластмассовых труб нагретым инструментом встык заключается, в принципе, в нагреве торцов до расплавления материала и в последующем сжатии торцов для образования стыкового соединения и остывания шва (рис.1).
Нагрев свариваемых поверхностей производится плоским металлическим нагретым инструментом с тефлоновым покрытием, который после нагрева удаляется из зоны сварки.
Рис. 1 Сварка труб встык Однако сварка качественного стыкового соединения требует от оператора аккуратного выполнения целого ряда условий. В итоге процесс сварки встык нагретым инструментом состоит из 5 основных фаз с точно нормированными режимами.
3 Назначение технологии стыковой сварки
Сварка встык - один из трех способов сварки полиэтиленовых (и вообще пластиковых) труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа - сварка с закладными нагревателями и сварка нагретым инструментом в раструб .
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы - ПЭ , ПП , ПВДФ , ПВХ и пр. Другими словами, из полимеров , которые при нагреве способны перейти в вязко-текучее состояние, а после остывания - снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб - в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток - в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена . Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» - почти синонимы.
Единственное ограничение - сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки - монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб - ПЭ или ПП, способы сварки - нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84 . Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
16 Декабрь 2015
 Алексей
АлексейИзобретение полимеров значительно упростило процессы, связанные с прокладкой трубопроводов. Изготовленные из них изделия отличаются высокой пластичностью, прочностью и имеют небольшой вес.
Но особую популярность среди разнообразных видов этого материала получил полиэтилен низкого давления. Из него выпускают самый широкий ассортимент труб.
Они используются для транспортировки различных сред и пользуются большим спросом у профессионалов и населения. Широкое распространение такие изделия получили не только благодаря своим техническим характеристикам, но и несложному монтажу. Сварка труб своими руками по силам любому человеку. Она предельно проста и не требует наличия сложного специального оборудования.
Особенности труб и сфера их применения
Для изготовления этого сантехнического изделия используется плотный полиэтилен. Поэтому трубы из него отличаются высокой прочностью и гибкостью. Имея небольшой вес они просты в монтаже, транспортировке, не требуя специальной техники для выполнения погрузочно-разгрузочных работ. Обслуживание таких труб одно из самых простых.
Благодаря своим превосходным техническим характеристикам эти изделия получили широкое распространение в самых различных сферах деятельности человека.
Наиболее часто они применяются:
- В системах систем канализации;
- Водопровода;
- Электросетей.
Но кроме этого трубы ПНД актуальны и в сельском хозяйстве, а также при сооружении скважин. Ограничение в применении касается только систем отопления и горячего водоснабжения, так как изделия из полиэтилена размягчаются при 80°C.
Различные способы соединения
Простой монтаж полиэтиленовых изделий – это и есть основная причина их популярности. Причем трубы ПНД могут соединяться двумя основными способами:
- Неразъемным;
- Разъемным.
Первый из них предполагает использование сварочного аппарата для ПНД труб и используется на участках с высоким давлением, он подходит для изделий с диаметром от 50 мм. Второй – осуществляется при помощи соединительных деталей. Но наилучший результат все же дает неразъемный способ. Швы, полученные в процессе сварки ПНД труб, считаются самыми прочными и абсолютно герметичными.

Различают два вида таких работ:
- Стыковую;
- Электромуфтовую.
Каждый из них может быть выполнен самостоятельно без привлечения специалистов. Рассмотрим особенности каждого из них и какие инструменты для этого понадобятся.
Сварка встык своими руками
Этот способ осуществляется с использованием специального аппарата для сварки трубопровода. Сам процесс заключается в следующем. Торцы элементов очищают от загрязнений и протирают обезжиривающим составом. Потом они нагреваются специальным ТЭНом до вязкого состояния и соединяются под давлением. После этого шов должен остыть естественным путем и только затем можно приступать к эксплуатации трубопровода.
Однако при выполнении стыковой сварки следует следить за такими параметрами, как:
- Время нагревания;
- Высота оплавления торцов;
- Давление на соединяемые поверхности;
- Температура.
При соблюдении всех рекомендуемых параметров шов должен получиться ровным с одинаковым выступом по всей поверхности. Стыковое сварочное соединение считается основным способом создания трубопровода из полиэтиленовых комплектующих.
Сварка электромуфтовым методом
Этот способ заключается в использовании фасонной муфты из полиэтилена. Внутри нее находятся электрические спирали, по которым проходит ток, приводящий к разогреву детали до необходимой температуры.
Перед началом выполнения электромуфтовой сварки ПНД труб торцы изделий также должны быть тщательно очищены и обезжирены. Такая технология наиболее часто применяется при создании врезок в существующую систему, при ремонте отводов и в других случаях.
Особенностью этого метода является необходимость неподвижности элементов в процессе его выполнения и до момента остывания.
Необходимое оборудование для соедимнения
Выполнение каждого из методов соединения требует наличия определенного инструмента:
- Паяльника;
- Фасонные детали с электроспиралями.
Выбирая паяльник для сварки следует помнить, что они подразделяются в зависимости от формы рабочего органа на:
- Стержневые;
- Мечевидные.
Приборы первого типа обычно используются для сварки труб встык в труднодоступных местах. Независимо от того какой из паяльников будет выбран необходимо учитывать и его мощность. Этот параметр подбирается следующим образом. Диаметр трубы в мм умножают на 10. Если предполагается соединение элементов диаметром в 50 мм, то следует приобретать паяльник мощностью в 500 Вт.
Современное оборудование для сварки ПНД труб сложно представить без электронной начинки. Имеется она и в паяльниках. Большинство моделей оснащены электронной регулировкой, позволяющей точно устанавливать температуру нагрева.
Для сварки ПНД труб также потребуются насадки к паяльнику. Они выпускаются с двумя видами покрытия:
- Тефлоновым;
- Металлизированным.
Причем последнее отличается наиболее высокими прочностными характеристиками. Выбирая инструмент для выполнения сварки ПНД труб своими руками нужно помнить, что качественный шов можно получить только при использовании качественного оборудования.
Разъемное соединение и фитинги для него
Монтаж труб с использованием муфт не всегда отличается высокой надежностью, но все же используется довольно часто.
Такой способ имеет свои преимущества:
- Во-первых, для его выполнения не требуются специальные инструменты, может потребоваться только гаечный ключ и то при работе с тубами большого диаметра.
- Во-вторых, разъемное соединение может быть выполнено в местах, где сварка невозможна, например, под водой.
- В-третьих, этот способ рассчитан на быструю сборку трубопровода.
Для такого соединения могут использоваться латунные или фитинги ПНД сварные компрессионного типа в комплекте с заглушками и гибкими уплотнителями. Процесс подготовки аналогичен выполняемому при сварке.
Разрезав трубу на отрезки необходимой длины их торцы очищают от грязи. Единственное условие они должны быть строго перпендикулярны корпусу.
Следующий шаг – то подготовка фитинга. Для этого отворачивается накидная гайка на несколько оборотов и в уплотнитель с усилием вставляется труба. Далее надевается цанга с эластичным кольцом и затягивается гайка.
Существует два способа выполнения разъемного соединения:
- Раструбное, с использованием резиновых уплотнителей;
- Фланцевое при помощи монтажных элементов.
Монтаж труб с соединительными муфтами
Этот метод весьма надежный, а кроме того, он выполняется просто и не требует больших финансовых затрат. Сварные муфты ПНД выполняются из полиэтилена, поэтому имеют невысокую стоимость, но в то же время устойчивы к механическим воздействиям и перепадам температур.
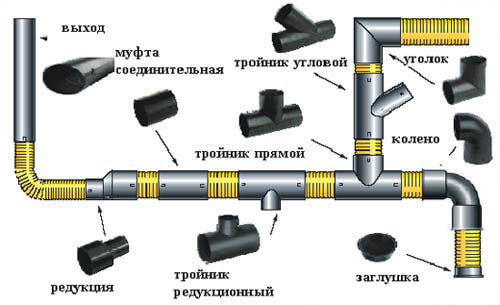
Различные схемы соединения и виды фитингов
Еще одним плюсом использования таких соединительных элементов является их универсальность. Они могут применяться для сборки различных трубопроводов. Кроме того, для монтажа ПНД и металлических труб выпускаются специальные переходные муфты.
Каких ошибок следует избегать
Чтобы выполнить монтаж ПНД труб самостоятельно нужно иметь элементарные познания в сантехнике. Это поможет избежать ошибок при сборке. Одним из самых важных моментов является линейное расширение трубопровода. Без его выполнения в трубах возникает высокое напряжение, приводящее к уменьшению длительности эксплуатации системы.
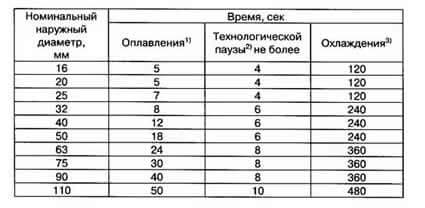
Таблица технологической паузы
Если предполагается скрытая прокладка, то прежде, чем приступать к цементированию, необходимо увернуть трубы в изоляционный материл. Точно также поступают и при прокладке водопроводной системы, что позволяет избежать образования конденсата на поверхности. Выполняя сварку ПНД труб, нужно соблюдать определенные правила. Одним из них является умеренное затягивание переходников, чтобы избежать нарушения целостности системы.
Еще одним важным моментом является правильный расчет расстояния между креплениями. Если оно будет очень велико, то со временем произойдет провисание трубопровода, что негативно скажется на сроке службы.
Учитывая все перечисленные выше нюансы можно выполнить монтаж ПНД труб своими руками, не прибегая к услугам специалистов.

")




